Оцилиндровочный станок Тайга ОС-1 : описание, технические параметры, стоимость.





















Оцилиндровочный станок тайга ОС-1 предназначен для оцилиндровки бревен, которые применяются при изготовлении срубов и является необходимой составной частью оборудования любого деревообрабатывающего производства. Это современный многофункциональный оцилиндровочный станок, который позволяет выполнить не только оцилиндровку беревен, но и еще целый ряд операций.

Описание.
Оцилиндровочный станок Тайга ОС-1 (аналогичен по характеристикам оцилиндровочному станку roundtec) предназначен для оцилиндровки бревен, которые применяются при изготовлении срубов и является необходимой составной частью оборудования любого деревообрабатывающего производства. Это современный многофункциональный оцилиндровочный станок, который позволяет выполнить не только оцилиндровку беревен, но и еще целый ряд операций, предусмотренных технологией изготовления сруба, в частности: сделать выборку монтажного паза, венцовой чашки, а также выполнить фрезерование плоскости. Таким образом, данный современный оцилиндровочный станок является фабрикой в миниатюре, на которой все операции производятся последовательно за одну установку бревна, одним комплектом инструмента, прилагающегося к оцилиндровочному станку.
Принцип работы.
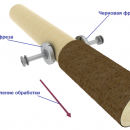
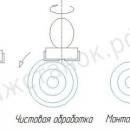
Принцип работы построен по аналогии с токарным станком, только роль резца здесь выполняет вращающаяся фреза. Закрепленное в центрах бревно вращается навстречу фрезерному узлу, расположенному на каретке. Каретка, приводимая в движение оператором вручную перемещается вдоль бревна. При этом, фреза снимает слой за слоем излишки древесины до получения необходимого диаметра бревна. Далее производится фрезеровка продольного и поперечного пазов. При необходимости, производится фугование сторон бревна. В силу того, что обработка производится относительно оси бревна, изделие не повторяет кривизны исходного материала - это еще одно из преимуществ оцилиндровочного станка Тайга. Станок не требует фундамента, допускается его установка вне помещения, под навесом. Принцип последовательной обработки Принцип обработки на оцилиндровочном станке токарного типа.
Все операции выполняются последовательно.Отличительные особенности:
- Малая энергоемкость 8,6 кВт;
- Роль резца выполняет вращающаяся фреза;
- Не требует специального фундамента;
- Окупаемость до 4-х месяцев.
Дополнительные опции для оцилиндровочного станка:
1. электромеханический привод станка для перемещения вдоль бревна, стоимость 35 500 рублей.
2. электромеханический привод подъема/опускания фрезы (для выборки чашки) стоимостью 19 тысяч рублей.
3. устройство для выполнения компенсационного пропила, стоимость 15 500 рублей. Производительность станка зависит от диаметра обрабатываемых бревен, сбежистости, кривизны, породы. При небольшой сбежистости и диаметре близком к требуемому размеру достаточно сделать два прохода - черновой и чистовой. Если же сбежистость большая и диаметр заготовки сильно отличается от требуемого диаметра, то необходимо зделать больше проходов.
Для примера: время обработки стандартного шестиметрового бревна (сбег 1 см на 1 метр, с кривизной не более 1 %) диаметром в вершине 22 см на цилиндр диаметром 20 см составляет около 20 минут, включая установку бревна, оцилиндровку, выборку монтажного паза и чашки. Таким образом реальная производительность станка составляет около 6 -10 м.куб./смену, т.е. пятистенный сруб размером 6х6 можно сделать всего за два - три дня.Стандартная комплектация:
- Оцилиндровочный узел в сборе;
- Комплект режущего инструмента;
- Рельсовые пути - 2 шт. х 3,75 м;
- Инструкция по эксплуатации.
Одним из самых популярных материалов для строительства коттеджей и загородных домов является оцилиндрованное бревно. Такой материал производится из обычного бревна с помощью шлифовки его на специальном деревообрабатывающем оборудовании и установки профиля по всей его длине. Для производства оцилиндрованного бревна наиболее популярным и доступным инструментом в сибирском регионе был и остается оцилиндровочный станок - механизм, предназначенный для обработки крупногабаритных пиломатериалов, превращая их в оцилиндрованные элементы срубов, используется на лесозаготовительных предприятиях, предприятиях по изготовлению срубов, на промышленных площадках лесных хозяйств и т.д.
Срубы домов из оцилиндрованного бревна оказывают благоприятное воздействие на организм человека, обладая способностью «дышать». При этом сруб дома из оцилиндрованного бревна будет теплым, так как этот материал обладает низкой теплопроводностью и высокой способностью накапливать тепло. Оцилиндрованное бревно - это бревно прошедшее обработку на специальном оборудовании и имеющее одинаковый диаметр по всей длине. Благодаря аккуратности изготовления подобного материала и его маркировке, возведение домов из оцилиндрованного бревна занимает значительно меньше времени (от 4 до 8 месяцев) Дома построенные из оцилиндрованного бревна смотрятся эстетично за счет гладкой поверхности дома, не требующей дополнительной обработки.Почему оцилиндрованное бревно лучше?
От чего зависит качество оцилиндрованного бревна?
Качественные характеристики оцилиндрованного бревна зависят от типа применяемого станка (центровой, протяжный или специальный станок для нарезания «чашек»). Бревна на станке изготавливаются таким образом: сначала бревно подвергается сортировке по диаметру, затем пускается в обработку. Бревну придается необходимый профиль, на оцилиндровочном станке нарезаются «чашки», после чего производится его обработка с помощью защитного раствора. Это делается с той целью, чтобы впоследствии оцилиндрованное бревно стало устойчивым к влиянию атмосферных условий.
Раствор предохраняет целостность бревна в процессе его доставки к месту строительства, а также во время возведения здания. Кроме того, состав не допускает заражения такого бревна грибком. Однако он не в силах создать препятствий свободному движению древесных соков, что ведет к естественному высыханию древесины, находящейся в конструкции здания. Когда бревно полностью высыхает, деревянную стену с наружной стороны покрывают дополнительно другим составом, который предохраняет от жучков, сырости и гнилостных процессов.
Зачем нужен оцилиндровочный станок?
Для максимально быстрого изготовления оцилиндровочного бревна. Применяя оцилиндровочный станок, все бревна изготавливаются аккуратно и быстро. Причем, для самого строительства не требуются высококвалифицированные строители, в отличие, к примеру, от процесса изготовления срубов. Благодаря оцилиндрованным бревнам, конструкция делается более жесткой, т.к. все бревна изготавливаются одинакового диаметра. К тому же, расстояния на стыках между соседними бревнами минимально, что делает строение герметичным.
Крепление оцилиндрованных на станке бревен в срубе.
Помимо технических характеристик, оцилиндровочные станки задают форму паза для крепления бревен. Различают три вида пазов:
|
Одинарный паз оцилиндровочного станка |
Лунный паз оцилиндровочного станка |
Двойной паз оцилиндровочного станка |



Если вам нужен оцилиндрованный станок в Красноярске, ГК «Кедр» вам в этом поможет. Местные покупатели уже успели ощутить на себе удобство нашего клиентоориентированного подхода и обращаются по поводу нового оцилиндровочного станка и другого деревообрабатывающего оборудования в компанию «Кедр». Нашими клиентами уже стали крупные деревообрабатывающие и деревозаготовительные предприятия, а также компании, занимающиеся изготовлением пиломатериалов исключительно для своих нужд.
Работа на деревообрабатывающих станках
Для того чтобы начать работу на станке надо сделать следующие дела. Провести везде визуальный осмотр станка на наличие неисправностей.
Подготовка деревообрабатывающего станка к работе:
Внешний осмотр станка
Проверка кабеля питания и кнопки "пуск"
Осмотр навесного оборудования
Очистка вытяжки от опилок
Приступаем к наладке, это будет зависеть от того какую операцию нам надо сделать. Все начинается с черновой заготовке материала на наше изделие. Ставим пилу для поперечного распила. Запомните, гайка затяжки пилы откручивается по ходу вращения пилы. В этом случае мы торцуем материал с припуском, я беру полтора- два сантиметра.
Отнеситесь более внимательно, когда будете торцевать в размер. Для начала проверьте угол после распила, как по ширине так и по толщине, он должен быть идеальный. Многие не смотрят угол по толщине, а зря, все мелочи потом выплывут при сборке.
Проверка угольника на прямолинейность:
Хочу сказать несколько слов про угольник. При покупки обязательно проверьте его на соответствие угла. Много попадается браку, если у Вас есть свой проверьте его. Приложите угольник к ровной плоскости и проведите черту по длинной части. Переверните его и подведите длинную часть с другой стороны к черте они должны совпадать.
Если у нас все хорошо то можно опиливать один конец всех заготовок, при этом помечаем или складываем в одном направлении ,чтобы потом не сбиться. Дальше настраиваем размер. Обратите внимание при установке упора ,чтобы был зазор между столом каретки.Часто попадает мусор под упор и если не будет зазора,то малейшая щепочка попавшая под упор будет причиной брака, Вы можете ее не увидеть во время.
Продольная распиловка древесины:
Перейдем к продольной распиловки. Меняем пилу для продольного пиления. Есть пилы с универсальным зубом они подходят как для продольного, так и для поперечного пиления. Тогда менять не надо. К ним относятся пилы с победитовыми зубьями.
Для продольного пиления нам надо установить линейку на тот размер какой нам надо. Замеряем ширину от линейки до пилы при заходе, затем на выходе. На выходе должно быть больше на миллиметр,чтобы не зажимало заготовку.
Это для сухой доски для сырой можно сделать три миллиметра плюс. Обязательно смотрите угол между станиной и линейкой .
Какие ключи используем ?: оцилиндровочный станок roundtec оцилиндровочные бу станки оцилиндровочный станок продажа
Похожие товары
| Изображение | |
|---|---|
|
Оцилиндровочный станок: описание, технические характеристики, видео. оцилиндровочный станок видео Советы Задача: Хочу приобрести оцилиндровочный станок "тайга" - для частного строительства и малого бизнеса. Стоит покупать? Решение: Оцилиндровочный станок стоит купить если у Вас есть свои делянки (возможность отбора ровного леса) и гарантированный сбыт. На опыте знаю,народ оцилиндровку не уважает, снимается верхняя плотная часть древесины. Лучшим... |
Отзывы :0шт. |
|
Оцилиндровочный станок: краткие характеристики, чертеж, видео, цены, фото.Оборудование для изготовления оцилиндрованного бревна Многие по прежнему думают,что постройка деревянного дома намного дороже,чем привычного,возведенного из кирпича или бетона. |
Отзывы :0шт. |
|
Недостатки дома из оцилиндрованного бревна, профессиональные советы, цены. Перечислим недостатки дома из оцилиндрованного бревна. Кто-то видел хоть одно монументальное сооружение древности из дерева?! Как и у домов из любого другого материала, у деревянных домов из дерева, оцилиндрованного бревна, бруса и каркасного дома из дерева есть свои плюсы и минусы. |
Отзывы :0шт. |
|
Сколько стоит оцилиндрованное бревно, общая характеристика материала, фото. еревянный дом оказывает благоприятное воздействие на организм человека, обладая способностью "дышать". При этом деревянный дом из оцилиндрованного бревна будет теплым, так как этот материал обладает низкой теплопроводностью и высокой способностью накапливать тепло. В отличие от каменных домов, в которых зачастую воздух бывает слишком сухим и насыщенным углекислым газом, в деревянных домах из... |
Отзывы :0шт. |
|
Оцилиндрованное бревно вчелябинске. Мы производим оцилиндрованное бревно вчелябинске , используя только самые современные технологии. Наши станки не допускают даже минимального отклонения в заданных размерах, а высокая скорость фрезерования обеспечивает высочайшее качество обработки поверхности при соблюдении европейского стандарта |
Отзывы :0шт. |